How to produce pavements and rammed concrete from recycled aggregates
Robert Adams, Anja Tusch, Wolfgang Breit - Technical University of Kaiserslautern
One of the aims of the SeRaMCo project is the development of concrete mixes for the production of non-structural elements, in particular the production of paving blocks. Furthermore, the Institute for Construction Material Technology of the University Kaiserslautern, as one of the involved partners, tries to develop concrete mixes for rammed concrete.
Regarding the production of paving blocks the challenge in this project is on the one hand to use 100 % recycled coarse aggregates from unknown origin instead of natural aggregates and on the other hand to fulfil the requirements of EN 1338 for the resulting products.
In contrast to standard concrete mixes for the use in concrete precast production, predominantly earth-moist concretes are used for the production of paving blocks, which cannot be compacted using an internal vibrator. In general, they have to be compacted by vibration and an additional superimposed load.
Concrete composition and production process have to ensure a sufficient early age strength as well as an unerring achievement of required functional properties, as a function of the production process.
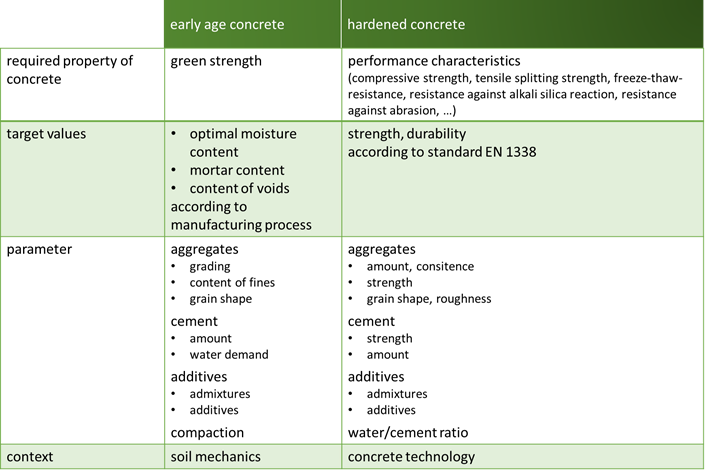
For the early age strength, soil mechanics are of particular importance, while for the later performance (properties) concrete technology aspects as compressive strength, tensile splitting strength, freeze-thaw-resistance, resistance to ASR, abrasion resistance, are of importance. Figure 1 shows these dependences.
Figure 1: Requirements, objectives and parameters for concrete mixes for concrete paving blocks
Despite obvious differences in the manufacturing process, suitable formulations can be developed based on the procedure for roller compacted concrete (RCC), since the requirements for the early age concrete (high early age strength) and the hardened concrete (see above) are comparable.
Analogous to the procedure known from soil mechanics to determine the Proctor density, an optimum water content is first determined for these cements by a test series to get a well graded grain composition and a suitable selected cement content. Knowing the optimum water content, it is possible to reach the optimum dry bulk density under the specified conditions (compaction options). This concrete composition then can be used to produce samples to test early age strength and the properties after 28 days.
Concrete compositions developed in this way can be further optimised by varying the cement type/strength class and/or by adding concrete admixtures and concrete additives with regard to the requirements of the respective application.
Within the scope of the project, the optimum water content for the existing compaction equipment was determined for two different grain compositions (A16/B16, B16) and mixing ratios (MR = Cement:Aggregates of 1:5, 1:6; CEM I 42,5N). Subsequently, these mixtures were used to produce samples for the determination of the early age strength (see figure 2 and 3) as well as the tensile splitting strength and the wear resistance in the Böhme test.
Figure 2: Sample 150 x 150 x 80 mm
Figure 3: Determination of early age strength
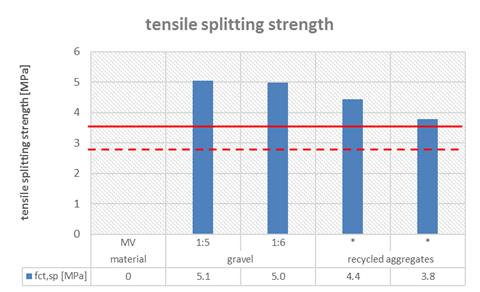
Although the test series have not yet been completed, it is foreseeable that even if the coarse grain fractions are completely replaced by recycled aggregates it is possible to fulfil the requirements of EN 1338 with regard to tensile splitting strength (mean value ≥ 3.6 MPa, smallest single value ≥ 2.9 MPa) and wear resistance as a function of the mixing ratio (see figure 4).
Figure 4: Tensile splitting strength of concrete paving blocks 150 x 150 x 80 mm made from gravel concrete and concrete containing recycled aggregates (* Due to the lower grain densities, the mixtures containing recycled aggregates have different mixing ratios in mass proportions)
The test program for rammed concrete provides concrete compositions using recycled aggregates of different maximum grain size which are suitable for external components (exposure classes XC4, XF1). Starting from a minimum cement content of 300 kg/m³, these concrete compositions are supposed to be adjusted to an initial consistency with compaction factor C1 (according to EN 206) within the framework of a suitability test. The concrete then is mechanically compacted to 80 % and 90 % of the maximum compaction level determined in the compaction test in order to determine the influence of the degree of compaction on the 28-day compressive strength.
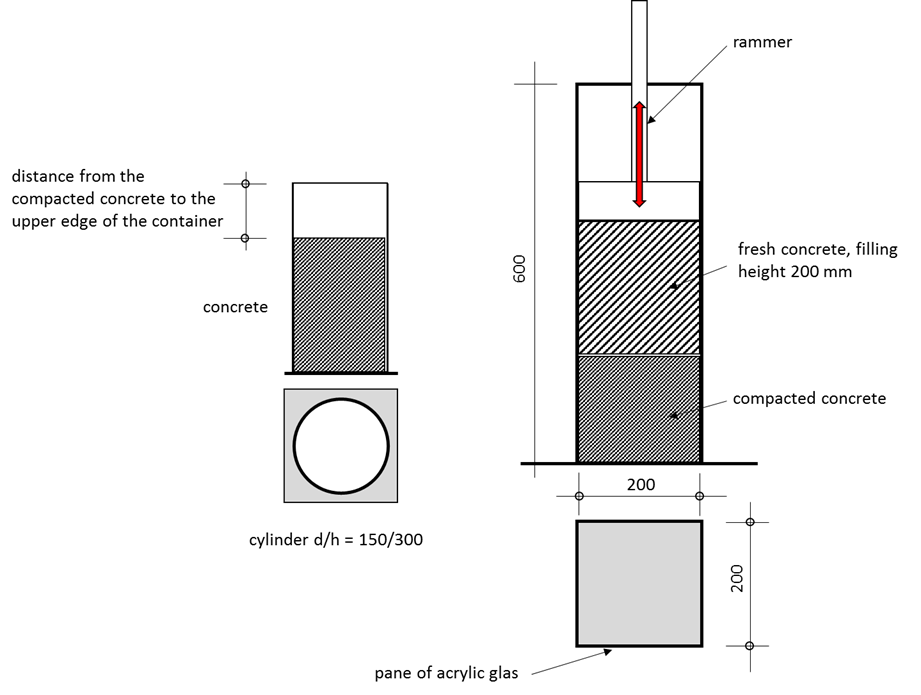
The test of the workability and the actual achievable strength test is carried out using 200 x 200 x 600 mm test specimens, into which the concrete is placed in three layers of pouring material, each 200 mm high, and compacted using a hand rammer. The verification of the achieved compaction can be estimated by means of the hardened concrete raw densities and the layer heights. To check the compressive strength achieved, drill cores are taken from the individual layers. Figure 5 shows the test setup.
Figure 5: Test setup for the production of rammed concrete (dimensions in mm)