Creating load-bearing precast parts through the use of recycled concrete by Herbert Kahmer (Beton-Betz)
In Germany, recycled concrete (R-concrete) is still being produced only to a small extent for load-bearing components, although normative foundations exist, and ecological incentives are given. Concrete precast plants have not yet adapted their product range to this portfolio. Accordingly, this article provides an overview of the challenges faced by precast plants in the implementation of R-concrete and describes how recycled concrete can make use of loadbearing prefabricated concrete elements.
Market development
Already in the year 2000, the artist Friedensreich Hundertwasser created the "Waldspirale" in Darmstadt - a promising building with R-concrete despite it contained only a relatively low proportion of recycled aggregates. Further projects in the following years had, with a few exceptions, a volume of less than 1,000 m3, which did not noticeably increase the share of R-concrete in Germany.
Major projects that have now become public:
- 2016: Humboldt University Research and laboratory building in Berlin
- 2017: District building in Ludwigsburg (concrete and reinforced concrete)
- 2018: Leonardo-da-Vinci-Gymnasium (grammar school) in Berlin-Buckow
- 2018: Technical Town Hall in Tübingen
This reticence of the parties involved is quite different in our neighbouring countries. There, the awareness of the material and the trust in it are much more clearly pronounced. In Switzerland, for example, the use of recycled concrete is no longer labelled separately. A share of at least 15% in public works measures is intended to contribute to the use of recycled concrete in building construction, even with content of broken masonry.
Current funding measures, for example for the EU funded project "Secondary Raw Materials for Concrete Precast Products" ( SeRaMCo ), represent the starting point here and offer a knowledge platform of international exchange with the aim of carrying out further pilot projects. Within the SeRaMCo project, SySpro member Beton-Betz is one of the main partners who focuses on obtaining the necessary building permits for load-bearing components.
Crushing technology
In the SeRaMCo project, best practice is an essential point. In a first step, Beton-Betz decided to focus on its own concrete residues, which are usually either generated in the production process or result from misalignments from changes in the planning stage. Collected over years, more than 2,000 tons were produced here, resulting in the return of over 2,000 m3 of R-concrete or 100 concrete basements after recycling. A challenge!
For the practical application, Beton-Betz gathered the appropriate know-how via SeRaMCo. The first focus was on crushing technology. SeRaMCo adapted specifications for gentle processes and economic procedures, and the latter have been used as a basis when awarding the contract for crushing work. Concrete remains from our own production can therefore be reused with a mobile jaw crusher and a treatment plant with three decks for the 0/2, 3/16 and 17/50 mm fractions. The sand and grain fractions thus obtained are stored on the company premises and can be integrated into the production process.
The main hurdles in breaking/crushing are dust and noise; therefore, early coordination with the monitoring authority (for industrial plants in accordance with the Federal Immission Control Act) is mandatory. After all, the process takes about two weeks including the pre-crushing and extraction of steel parts with approx. 30 tons/hour, which is significantly slower than the crushing process with over 300 tons/hour. This shows that, as is well known, the effort is not uneconomical.
The real result was not surprising either: the approximately 2.000 tons of material resulted in about 50% of the total of crushed sand, which later turned out fine and required an increased
water demand and influenced other properties.
Figure 1 shows the mobile crushing system and Figure 2 gives an overview of the grain fractions obtained after processing.
Normative requirements for R-concrete
The Directive of the German Committee for Reinforced Concrete (DAfStb) "Concrete according to DIN EN 206-1 and DIN 1045-2 with recycled rock grains in accordance with DIN EN 12620" applies to: the pure use of recycled coarse aggregate grains > 2 mm of types 1 and 2 for the production and processing of concrete in accordance with DIN EN 206-1 and DIN 1045-2 up to a pressure-proof class of C30/37.
The resulting aggregate may be classified in type 1 according to The DafStb Directive: Type 1 must have at least 90% concrete, mortar, concrete bricks and a maximum of 10 % masonry bricks, limestone bricks, porous concrete.
Within the scope of the class WF according to alkali directive concretes up to exposure class
XC4 and XF1 as well as concretes with high water penetration resistance in accordance with
DIN 1045-2, section 5.5.3, may be used. This makes it available for the usual floor and wall components of residential and commercial construction, provided that the proportion of the surcharge is limited to 35 vol.%.
It is assumed that the origin of the recycled aggregate is known. On the basis of their origin, the aggregate contained in the old concrete can clearly be assigned to a harmless alkali sensitivity class. The manufacturer must prove to the user the safe origin with regard to the alkali sensitivity class and document it in writing. This shall be verified by the relevant recognised monitoring bodies.
Concrete technology
In addition to crushing technology, the development of concrete formulation plays an essential role. Here, too, the experts of SeRaMCo-Partners provided crucial clues. The laboratory studies showed optimal results up to a maximum of 10% crushing sand to the targeted 35 vol.% crushed gravel lying on the safe side on 30 vol. % have been limited.
Recycled aggregates which originate from concrete from the concrete producer's production and has been reprocessed without prior use, may be used without restriction up to a share of 5 Vol .% , based on the total mass of the aggregate.
The recipe now found therefore differs from the possibilities in German standards, especially since aggregate fines are not regulated or permitted in the DAfStb Directive. Accordingly, extensive material testing was required.
- a) Aggregated
For the natural aggregates the use of aggregates in accordance with DIN EN 12620, is fundamentally required. The conformity of system 2+ was demonstrated in compliance with the rule requirements set out in Table U.1 of DIN 1045-2: 2008-08 for all aggregate groups used.
The material composition of the recycled aggregates > 2 mm must comply with the requirements of Table 1 of DIN EN 12620:2008-07, Section 5.8. According to Table 2 in Section 5.8, there are essentially about 20 properties to check:
- Material Composition
- Grain shape
- Shell content
- Fine parts of coarse aggregate
- Tolerance of bulk density
- Frost resistance according to DIN 1367-1
As to 2/16 mm the tests on bulk density yielded 2.36 kg/dm 3 found what is well below the natural material at 2.56 kg/dm3 for 2/8 and 2.64 kg/dm3 for 8/16.
- b) Fines
The testing of the properties of the fines is carried out analogously to DIN EN 12620 for fine rock grains.
The bulk grain density was set at 2.30 kg/dm 3 which is well below the natural material at 2.63 kg/dm3.
It must also be documented that the fines come from the same production as the above-case crushed gravel and is to be classified as type 1 of known origin.
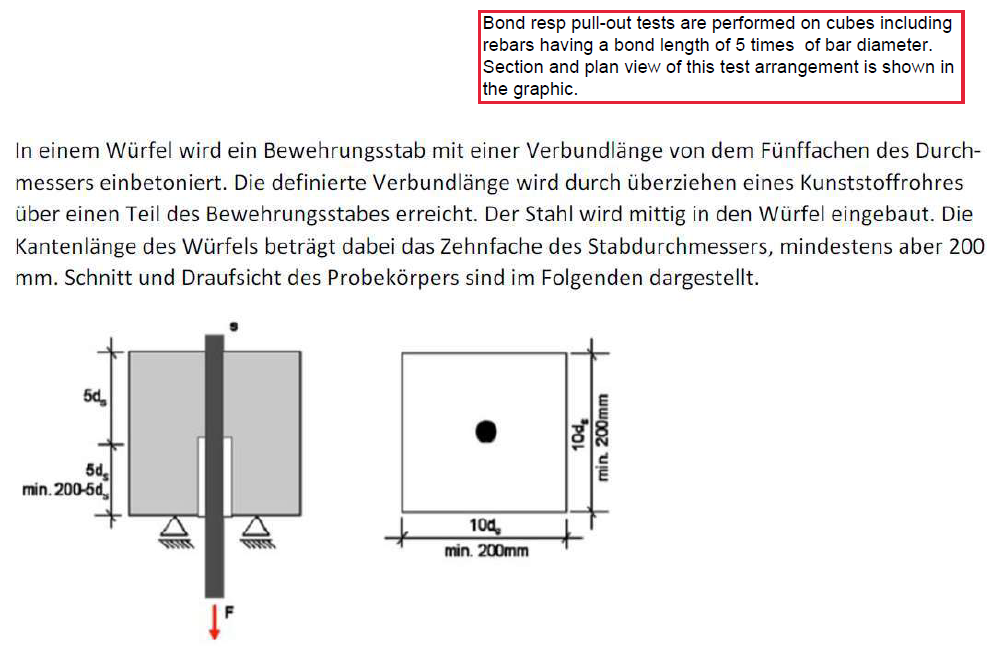
For the use of fines, it must also be demonstrated that the design according to Eurocode 2 is given. For this purpose, bond tests must be carried out comparatively between normal concrete and R-concrete as a pull-out test according to RILEM, see next graphic.
The results of the tests show that the anchoring or transfer-lengths of the concrete rods are greater than they would be under EC2. At present, the building authority determines the increase factor, which according to the expert should be in the order of 10%.